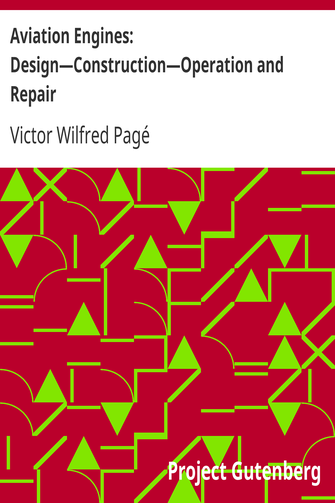
Fig. 1821⁄2.—Part Sectional View, Showing Valve Arrangement in Cylinder of Curtiss OX-2 Aviation Engine.
RESEATING AND TRUING VALVES
Much has been said relative to valve grinding, and despite the mass of information given in the trade prints it is rather amusing to watch the average repairman or the engine user who prides himself on maintaining his own motor performing this essential operation. The common mistakes are attempting to seat a badly grooved or pitted valve head on an equally bad seat, which is an almost hopeless job, and of using coarse emery and bearing down with all one’s weight on the grinding tool with the hope of quickly wearing away the rough surfaces. The use of improper abrasive material is a fertile cause of failure to obtain a satisfactory seating. Valve grinding is not a difficult operation if certain precautions are taken before undertaking the work. The most important of these is to ascertain if the valve head or seat is badly scored or pitted. If such is found to be the case no ordinary amount of grinding will serve to restore the surfaces. In this event the best thing to do is to remove the valve from its seating and to smooth down both the valve head and the seat in the cylinder before attempt is made to fit them together by grinding. Another important precaution is to make sure that the valve stem is straight, and that the head is not warped out of shape.
A number of simple tools is available at the present time for reseating valves, these being outlined at Fig. 183. That shown at A is a simple fixture for facing off the valve head. The stem is supported by suitable bearings carried by the body or shank of the tool, and the head is turned against an angularly disposed cutter which is set for the proper valve seat angle. The valve head is turned by a screw-driver, the amount of stock removed from the head depending upon the location of the adjusting screw. Care must be taken not to remove too much metal, only enough being taken off to remove the most of the roughness. Valves are made in two standard tapers, the angle being either 45 or 60 degrees. It is imperative that the cutter blade be set correctly in order that the bevel is not changed. A set of valve truing and valve-seat reaming cutters is shown at Fig. 183, B. This is adaptable to various size valve heads, as the cutter blade D may be moved to correspond to the size of the valve head being trued up. These cutter blades are made of tool steel and have a bevel at each end, one at 45 degrees, the other at 60 degrees. The valve seat reamer shown at G will take any one of the heads shown at F. It will also take any one of the guide bars shown at H. The function of the guide bars is to fit the valve stem bearing in order to locate the reamer accurately and to insure that the valve seat is machined concentrically with its normal center. Another form of valve seat reamer and a special wrench used to turn it is shown at C. The valve head truer shown at Fig. 183, D, is intended to be placed in a vise and is adaptable to a variety of valve head sizes. The smaller valves merely fit deeper in the conical depression. The cutter blade is adjustable and the valve stem is supported by a simple self-centering bearing. In operation it is intended that the valve stem, which protrudes through the lower portion of the guide bearing, shall be turned by a drill press or bit stock while the valve head is set against the cutter by pressure of a pad carried at the end of a feed screw which is supported by a hinged bridge member. This can be swung out of place as indicated to permit placing the valve head against the cutter or removing it.
As the sizes of valve heads and stems vary considerably a “Universal” valve head truing tool must have some simple means of centering the valve stem in order to insure concentric machining of the valve head. A valve head truer which employs an ingenious method of guiding the valve stem is shown at Fig. 183, E. The device consists of a body portion, B, provided with an external thread at the top on which the cutter head, A, is screwed. A number of steel balls, C, are carried in the grooves which may be altered in size by the adjustment nut, F, which screws in the bottom of the body portion, B. As the nut F is screwed in against the spacer member E, the V-grooves are reduced in size and the steel balls, C, are pressed out in contact with the valve stem. As the circle or annulus is filled with balls in both upper and lower portions the stem may be readily turned because it is virtually supported by ball bearing guides. When a larger valve stem is to be supported, the adjusting nut F, is screwed out which increases the size of the grooves and permits the balls, C, to spread out and allow the larger stem to be inserted.
VALVE GRINDING PROCESSES
Mention has been previously made of the importance of truing both valve head and seat before attempt is made to refit the parts by grinding. After smoothing the valve seat the next step is to find some way of turning the valve. Valve heads are usually provided with a screw-driver slot passing through the boss at the top of the valve or with two drilled holes to take a forked grinding tool. A combination grinding tool has been devised which may be used when either the two drilled holes or the slotted head form of valve is to be rotated. This consists of a special form of screw driver having an enlarged boss just above the blade, this boss serving to support a U-shape piece which can be securely held in operative position by the clamp screw or which can be turned out of the way if the screw driver blade is to be used.
As it is desirable to turn the valve through a portion of a revolution and back again rather than turning it always in the same direction, a number of special tools has been designed to make this oscillating motion possible without trouble. A simple valve grinding tool is shown at Fig. 184, C. This consists of a screw-driver blade mounted in a handle in such a way that the end may turn freely in the handle. A pinion is securely fastened to the screw-driver blade shank, and is adapted to fit a race provided with a wood handle and guided by a bent bearing member securely fastened to the screw-driver handle. As the rack is pushed back and forth the pinion must be turned first in one direction and then in the other.
A valve grinding tool patterned largely after a breast drill is shown at Fig. 184, D. This is worked in such a manner that a continuous rotation of the operating crank will result in an oscillating movement of the chuck carrying the screw-driver blade. The bevel pinions which are used to turn the chuck are normally free unless clutched to the chuck stem by the sliding sleeve which must turn with the chuck stem and which carries clutching members at each end to engage similar members on the bevel pinions and lock these to the chuck stem, one at a time. The bevel gear carries a cam-piece which moves the clutch sleeve back and forth as it revolves. This means that the pinion giving forward motion of the chuck is clutched to the chuck spindle for a portion of a revolution of the gear and clutch sleeve is moved back by the cam and clutched to the pinion giving a reverse motion of the chuck during the remainder of the main drive gear revolution.
It sometimes happens that the adjusting screw on the valve lift plunger or the valve lift plunger itself when L head cylinders are used does not permit the valve head to rest against the seat. It will be apparent that unless a definite space exists between the end of the valve stem and the valve lift plunger that grinding will be of little avail because the valve head will not bear properly against the abrasive material smeared on the valve seat.
The usual methods of valve grinding are clearly outlined at Fig. 184. The view at the left shows the method of turning the valve by an ordinary screw driver and also shows a valve head at A, having both the drilled holes and the screw-driver slot for turning the member and two special forms of fork-end valve grinding tools. In the sectional view shown at the right, the use of the light spring between the valve head and the bottom of the valve chamber to lift the valve head from the seat whenever pressure on the grinding tool is released is clearly indicated. It will be noted also that a ball of waste or cloth is interposed in the passage between the valve chamber and the cylinder interior to prevent the abrasive material from passing into the cylinder from the valve chamber. When a bitstock is used, instead of being given a true rotary motion the chuck is merely oscillated through the greater part of the circle and back again. It is necessary to lift the valve from its seat frequently as the grinding operation continues; this is to provide an even distribution of the abrasive material placed between the valve head and its seat. Only sufficient pressure is given to the bitstock to overcome the uplift of the spring and to insure that the valve will be held against the seat. Where the spring is not used it is possible to raise the valve from time to time with the hand which is placed under the valve stem to raise it as the grinding is carried on. It is not always possible to lift the valve in this manner when the cylinders are in place on the engine base owing to the space between the valve lift plunger and the end of the valve stem. In this event the use of the spring as shown in sectional view will be desirable.
The abrasive generally used is a paste made of medium or fine emery and lard oil or kerosene. This is used until the surfaces are comparatively smooth, after which the final polish or finish is given with a paste of flour emery, grindstone dust, crocus, or ground glass and oil. An erroneous impression prevails in some quarters that the valve head surface and the seating must have a mirror-like polish. While this is not necessary it is essential that the seat in the cylinder and the bevel surface of the head be smooth and free from pits or scratches at the completion of the operation. All traces of the emery and oil should be thoroughly washed out of the valve chamber with gasoline before the valve mechanism is assembled and in fact it is advisable to remove the old grinding compound at regular intervals, wash the seat thoroughly and supply fresh material as the process is in progress.
The truth of seatings may be tested by taking some Prussian blue pigment and spreading a thin film of it over the valve seat. The valve is dropped in place and is given about one-eighth turn with a little pressure on the tool. If the seating is good both valve head and seat will be covered uniformly with color. If high spots exist, the heavy deposit of color will show these while the low spots will be made evident because of the lack of pigment. The grinding process should be continued until the test shows an even bearing of the valve head at all points of the cylinder seating. When the valves are held in cages it is possible to catch the cage in a vise and to turn the valve in any of the ways indicated. It is much easier to clean off the emery and oil and there is absolutely no danger of getting the abrasive material in the cylinder if the construction is such that the valve cage or cylinder head member carrying the valve can be removed from the cylinder. When valves are held in cages, the tightness of the seat may be tested by partially filling the cage with gasoline and noticing how much liquid oozes out around the valve head. The degree of moisture present indicates the efficacy of the grinding process.
The valves of Curtiss OX-2 cylinders are easily ground in by using a simple fixture or tool and working from the top of the cylinder instead of from the inside. A tube having a bore just large enough to go over the valve stem is provided with a wooden handle or taped at one end and a hole of the same size as that drilled through the valve stem is put in at the other. To use, the open end of the tube is pushed over the valve stem and a split pin pushed through the tube and stem. The valve may be easily manipulated and ground in place by oscillating in the customary manner.
DEPRECIATION IN VALVE OPERATING SYSTEMS
There are a number of points to be watched in the valve operating system because valve timing may be seriously interfered with if there is much lost motion at the various bearing points in the valve lift mechanism. The two conventional methods of opening valves are shown at Fig. 185. That at A is the type employed when the valve cages are mounted directly in the head, while the form at B is the system used when the valves are located in a pocket or extension of the cylinder casting as is the case if an L, or T-head cylinder is used. It will be evident that there are several points where depreciation may take place. The simplest form is that shown at B, and even on this there are five points where lost motion may be noted. The periphery of the valve opening cam or roller may be worn, though this is not likely unless the roller or cam has been inadvertently left soft. The pin which acts as a bearing for the roller may become worn, this occurring quite often. Looseness may materialize between the bearing surfaces of the valve lift plunger and the plunger guide casting, and there may also be excessive clearance between the top of the plunger and the valve stem.
On the form shown at A, there are several parts added to those indicated at B. A walking beam or rocker lever is necessary to transform the upward motion of the tappet rod to a downward motion of the valve stem. The pin on which this member fulcrums may wear as will also the other pin acting as a hinge or bearing for the yoke end of the tappet rod. It will be apparent that if slight play existed at each of the points mentioned it might result in a serious diminution of valve opening. Suppose, for example, that there were .005-inch lost motion at each of three bearing points, the total lost motion would be .015-inch or sufficient to produce noisy action of the valve mechanism. When valve plungers of the adjustable form, such as shown at B, are used, the hardened bolt head in contact with the end of the valve stem may become hollowed out on account of the hammering action at that point. It is imperative that the top of this member be ground off true and the clearance between the valve stem and plunger properly adjusted. If the plunger is a non-adjustable type it will be necessary to lengthen the valve stem by some means in order to reduce the excessive clearance. The only remedy for wear at the various hinges and bearing pins is to bore the holes out slightly larger and to fit new hardened steel pins of larger diameter. Depreciation between the valve plunger guide and the valve plunger is usually remedied by fitting new plunger guides in place of the worn ones. If there is sufficient stock in the plunger guide casting as is sometimes the case when these members are not separable from the cylinder casting, the guide may be bored out and bushed with a light bronze bushing.
A common cause of irregular engine operation is due to a sticking valve. This may be owing to a bent valve stem, a weak or broken valve spring or an accumulation of burnt or gummed oil between the valve stem and the valve stem guide. In order to prevent this the valve stem must be smoothed with fine emery cloth and no burrs or shoulders allowed to remain on it, and the stem must also be straight and at right angles to the valve head. If the spring is weak it may be strengthened in some cases by stretching it out after annealing so that a larger space will exist between the coils and re-hardening. Obviously if a spring is broken the only remedy is replacement of the defective member.
Mention has been made of wear in the valve stem guide and its influence on engine action. When these members are an integral part of the cylinder the only method of compensating for this wear is to drill the guide out and fit a bushing, which may be made of steel tube.
In some engines, especially those of recent development, the valve stem guide is driven or screwed into the cylinder casting and is a separate member which may be removed when worn and replaced with a new one. When the guides become enlarged to such a point that considerable play exists between them and the valve stems, they may be easily knocked out or unscrewed.
PISTON TROUBLES
If an engine has been entirely dismantled it is very easy to examine the pistons for deterioration. While it is important that the piston be a good fit in the cylinder it is mainly upon the piston rings that compression depends. The piston should fit the cylinder with but little looseness, the usual practice being to have the piston about .001-inch smaller than the bore for each inch of piston diameter at the point where the least heat is present or at the bottom of the piston. It is necessary to allow more than this at the top of the piston owing to its expansion due to the direct heat of the explosion. The clearance is usually graduated and a piston that would be .005-inch smaller than the cylinder bore at the bottom would be about .0065-inch at the middle and .0075-inch at the top. If much more play than this is evidenced the piston will “slap” in the cylinder and the piston will be worn at the ends more than in the center. Aluminum or alloy pistons require more clearance than cast iron ones do, usually 1.50 times as much. Pistons sometimes warp out of shape and are not truly cylindrical. This results in the high spots rubbing on the cylinder while the low spots will be blackened where a certain amount of gas has leaked by.
Mention has been previously made of the necessity of reboring or regrinding a cylinder that has become scored or scratched and which allows the gas to leak by the piston rings. When the cylinder is ground out, it is necessary to use a larger piston to conform to the enlarged cylinder bore. Most manufacturers are prepared to furnish over-size pistons, there being four standard over-size dimensions adopted by the S. A. E. for rebored cylinders. These are .010-inch, .020-inch, .030-inch, and .040-inch larger than the original bore.
The piston rings should be taken out of the piston grooves and all carbon deposits removed from the inside of the ring and the bottom of the groove. It is important to take this deposit out because it prevents the rings from performing their proper functions by reducing the ring elasticity, and if the deposit is allowed to accumulate it may eventually result in sticking and binding of the ring, this producing excessive friction or loss of compression. When the rings are removed they should be tested to see if they retain their elasticity and it is also well to see that the small pins in some pistons which keep the rings from turning around so the joints will not come in line are still in place. If no pins are found there is no cause for alarm because these dowels are not always used. When fitted, they are utilized with rings having a butt joint or diagonal cut as the superior gas retaining qualities of the lap or step joint render the pins unnecessary.
If gas has been blowing by the ring or if these members have not been fitting the cylinder properly the points where the gas passed will be evidenced by burnt, brown or roughened portions of the polished surface of the pistons and rings. The point where this discoloration will be noticed more often is at the thin end of an eccentric ring, the discoloration being present for about 1⁄2-inch or 3⁄4-inch each side of the slot. It may be possible that the rings were not true when first put in. This made it possible for the gas to leak by in small amounts initially which increased due to continued pressure until quite a large area for gas escape had been created.
PISTON RING MANIPULATION
Removing piston rings without breaking them is a difficult operation if the proper means are not taken, but is a comparatively simple one when the trick is known. The tools required are very simple, being three strips of thin steel about one-quarter inch wide and four or five inches long and a pair of spreading tongs made up of one-quarter inch diameter keystock tied in the center with a copper wire to form a hinge. The construction is such that when the hand is closed and the handles brought together the other end of the expander spreads out, an action just opposite to that of the conventional pliers. The method of using the tongs and the metal strips is clearly indicated at Fig. 186. At A the ring expander is shown spreading the ends of the rings sufficiently to insert the pieces of sheet metal between one of the rings and the piston. Grasp the ring as shown at B, pressing with the thumbs on the top of the piston and the ring will slide off easily, the thin metal strips acting as guide members to prevent the ring from catching in the other piston grooves. Usually no difficulty is experienced in removing the top or bottom rings, as these members may be easily expanded and worked off directly without the use of a metal strip. When removing the intermediate rings, however, the metal strips will be found very useful. These are usually made by the repairman by grinding the teeth from old hacksaw blades and rounding the edges and corners in order to reduce the liability of cutting the fingers. By the use of the three metal strips a ring is removed without breaking or distorting it and practically no time is consumed in the operation.
Fig. 186.—Method of Removing Piston Rings, and Simple Clamp to Facilitate Insertion of Rings in Cylinder.
FITTING PISTON RINGS
Before installing new rings, they should be carefully fitted to the grooves to which they are applied. The tools required are a large piece of fine emery cloth, a thin, flat file, a small vise with copper or leaden jaw clips, and a smooth hard surface such as that afforded by the top of a surface plate or a well planed piece of hard wood. After making sure that all deposits of burnt oil and carbon have been removed from the piston grooves, three rings are selected, one for each groove. The ring is turned all around its circumference into the groove it is to fit, which can be done without springing it over the piston as the outside edge of the ring may be used to test the width of the groove just as well as the inside edge. The ring should be a fair fit and while free to move circumferentially there should be no appreciable up and down motion. If the ring is a tight fit it should be laid edge down upon the piece of emery cloth which is placed on the surface plate and carefully rubbed down until it fits the groove it is to occupy. It is advisable to fit each piston ring individually and to mark them in some way to insure that they will be placed in the groove to which they are fitted.
The repairman next turns his attention to fitting the ring in the cylinder itself. The ring should be pushed into the cylinder at least two inches up from the bottom and endeavor should be made to have the lower edge of the ring parallel with the bottom of the cylinder. If the ring is not of correct diameter, but is slightly larger than the cylinder bore, this condition will be evident by the angular slots of the rings being out of line or by difficulty in inserting the ring if it is a lap joint form. If such is the case the ring is removed from the cylinder and placed in the vise between soft metal jaw clips. Sufficient metal is removed with a fine file from the edges of the ring at the slot until the edges come into line and a slight space exists between them when the ring is placed into the cylinder. It is important that this space be left between the ends, for if this is not done when the ring becomes heated the expansion of metal may cause the ends to abut and the ring to jam in the cylinder.
It is necessary to use more than ordinary caution in replacing the rings on the piston because they are usually made of cast iron, a metal that is very fragile and liable to break because of its brittleness. Special care should be taken in replacing new rings as these members are more apt to break than old ones. This is probably accounted for by the heating action on used rings which tends to anneal the metal as well as making it less springy. The bottom ring should be placed in position first which is easily accomplished by springing the ring open enough to pass on the piston and then sliding it into place in the lower groove which on some types of engines is below the wrist pin, whereas in others all grooves are above that member. The other members are put in by a reversal of the process outlined at Fig. 186, A and B. It is not always necessary to use the guiding strips of metal when replacing rings as it is often possible, by putting the rings on the piston a little askew and maneuvering them to pass the grooves without springing the ring into them. The top ring should be the last one placed in position.
Before placing pistons in the cylinder one should make sure that the slots in the piston rings are spaced equidistant on the piston, and if pins are used to keep the ring from turning one should be careful to make sure that these pins fit into their holes in the ring and that they are not under the ring at any point. Practically all cylinders are chamfered at the lower end to make insertion of piston rings easier. The operation of putting on a cylinder casting over a piston really requires two pairs of hands, one to manipulate the cylinder, the other person to close the rings as they enter the cylinder. This may be done very easily by a simple clamp member made of sheet brass or iron and used to close the ring as indicated at Fig. 186, C. It is apparent that the clamp must be adjusted to each individual ring and that the split portion of the clamp must coincide with the split portion of the ring. The cylinder should be well oiled before any attempt is made to install the pistons. The engine should be run with more than the ordinary amount of lubricant for several hours after new piston rings have been inserted. On first starting the engine, one may be disappointed in that the compression is even less than that obtained with the old rings. This condition will soon be remedied as the rings become polished and adapt themselves to the contour of the cylinder.
WRIST PIN WEAR
While wrist pins are usually made of very tough steel, case hardened with the object of wearing out an easily renewable bronze bushing in the upper end of the connecting rod rather than the wrist pin it sometimes happens that these members will be worn so that even the replacement of a new bushing in the connecting rod will not reduce the lost motion and attendant noise due to a loose wrist pin. The only remedy is to fit new wrist pins to the piston. Where the connecting rod is clamped to the wrist pin and that member oscillates in the piston bosses the wear will usually be indicated on bronze bushings which are pressed into the piston bosses. These are easily renewed and after running a reamer through them of the proper size no difficulty should be experienced in replacing either the old or a new wrist pin depending upon the condition of that member. If no bushings are provided, as in alloy pistons, the bosses can sometimes be bored out and thin bushings inserted, though this is not always possible. The alternative is to ream out the bosses and upper end of rod a trifle larger after holes are trued up and fit oversize wrist pins.
INSPECTION AND REFITTING OF ENGINE BEARINGS
While the engine is dismantled one has an excellent opportunity to examine the various bearing points in the engine crank-case to ascertain if any looseness exists due to depreciation of the bearing surfaces. As will be evident, both main crank-shaft bearings and the lower end of the connecting rods may be easily examined for deterioration. With the rods in place, it is not difficult to feel the amount of lost motion by grasping the connecting rod firmly with the hand and moving it up and down. After the connecting rods have been removed and the propeller hub taken off the crank-shaft to permit of ready handling, any looseness in the main bearing may be detected by lifting up on either the front or rear end of the crank-shaft and observing if there is any lost motion between the shaft journal and the main bearing caps. It is not necessary to take an engine entirely apart to examine the main bearings, as in most forms these may be readily reached by removing the sump. The symptoms of worn main bearings are not hard to identify. If an engine knocks regardless of speed or spark-lever position, and the trouble is not due to carbon deposits in the combustion chamber, one may reasonably surmise that the main bearings have become loose or that lost motion may exist at the connecting rod big ends, and possibly at the wrist pins. The main journals of any well resigned engine are usually proportioned with ample surface and will not wear unduly unless lubrication has been neglected. The connecting rod bearings wear quicker than the main bearings owing to being subjected to a greater unit stress, and it may be necessary to take these up.
ADJUSTING MAIN BEARINGS
When the bearings are not worn enough to require refitting the lost motion can often be eliminated by removing one or more of the thin shims or liners ordinarily used to separate the bearing caps from the seat. These are shown at Fig. 187, A. Care must be taken that an even number of shims of the same thickness are removed from each side of the journal. If there is considerable lost motion after one or two shims have been removed, it will be advisable to take out more shims and to scrape the bearing to a fit before the bearing cap is tightened up. It may be necessary to clean up the crank-shaft journals as these may be scored due to not having received clean oil or having had bearings seize upon them. It is not difficult to true up the crank-pins or main journals if the score marks are not deep. A fine file and emery cloth may be used, or a lapping tool such as depicted at Fig. 187, B. The latter is preferable because the file and emery cloth will only tend to smooth the surface while the lap will have the effect of restoring the crank to proper contour.
A lapping tool may be easily made, as shown at B, the blocks being of lead or hard wood. As the width of these are about half that of the crank-pin the tool may be worked from side to side as it is rotated. An abrasive paste composed of fine emery powder and oil is placed between the blocks, and the blocks are firmly clamped to the crank-pin. As the lead blocks bed down, the wing nut should be tightened to insure that the abrasive will be held with some degree of pressure against the shaft. A liberal supply of new abrading material is placed between the lapping blocks and crank-shaft from time to time and the old mixture cleaned off with gasoline. It is necessary to maintain a side to side movement of the lapping tool in order to have the process affect the whole width of the crank-pin equally. The lapping is continued until a smooth surface is obtained. If a crank-pin is worn out of true to any extent the only method of restoring it is to have it ground down to proper circular form by a competent mechanic having the necessary machine tools to carry on the work accurately. A crank-pin truing tool that may be worked by hand is shown at Fig. 187, K.
After the crank-shaft is trued the next operation is to fit it to the main bearings or rather to scrape these members to fit the shaft journal. In order to bring the brasses closer together, it may be necessary to remove a little metal from the edges of the caps to compensate for the lost motion. A very simple way of doing this is shown at Fig. 187, D. A piece of medium emery cloth is rested on the surface plate and the box or brass is pushed back and forth over that member by hand, the amount of pressure and rapidity of movement being determined by the amount of metal it is necessary to remove. This is better than filing, because the edges will be flat and there will be no tendency for the bearing caps to rock when placed against the bearing seat. It is important to take enough off the edges of the boxes to insure that they will grip the crank tightly. The outer diameter must be checked with a pair of calipers during this operation to make sure that the surfaces remain parallel. Otherwise, the bearing brasses will only grip at one end and with such insufficient support they will quickly work loose, both in the bearing seat and bearing cap.
SCRAPING BRASSES TO FIT
To insure that the bearing brasses will be a good fit on the trued-up crank-pins or crank-shaft journals, they must be scraped to fit the various crank-shaft journals. The process of scraping, while a tedious one, is not difficult, requiring only patience and some degree of care to do a good job. The surface of the crank-pin is smeared with Prussian blue pigment which is spread evenly over the entire surface. The bearings are then clamped together in the usual manner with the proper bolts, and the crank-shaft revolved several times to indicate the high spots on the bearing cap. At the start of the process of scraping in, the bearing may seat only at a few points as shown at Fig. 187, G. Continued scraping will bring the bearing surface as indicated at H, which is a considerable improvement, while the process may be considered complete when the brass indicates a bearing all over as at I. The high spots are indicated by blue, as where the shaft does not bear on the bearing there is no color. The high spots are removed by means of a scraping tool of the form shown at Fig. 187, F, which is easily made from a worn-out file. These are forged to shape and ground hollow as indicated in the section, and are kept properly sharpened by frequent rubbing on an ordinary oil stone. To scrape properly, the edge of the scraper must be very keen. The straight and curved half-round scrapers, shown at M and N, are used for bearings. The three-cornered scraper, outlined at O, is also used on curved surfaces, and is of value in rounding off the sharp corners. The straight or curved half-round type works well on soft-bearing metals, such as babbitt, or white brass, but on yellow brass or bronze it cuts very slowly, and as soon as the edge becomes dull considerable pressure is needed to remove any metal, this calling for frequent sharpening.
When correcting errors on flat or curved surfaces by hand-scraping, it is desirable, of course, to obtain an evenly spotted bearing with as little scraping as possible. When the part to be scraped is first applied to the surface-plate, or to a journal in the case of a bearing, three or four “high” spots may be indicated by the marking material. The time required to reduce these high spots and obtain a bearing that is distributed over the entire surface depends largely upon the way the scraping is started. If the first bearing marks indicate a decided rise in the surface, much time can be saved by scraping larger areas than are covered by the bearing marks; this is especially true of large shaft and engine bearings, etc. An experienced workman will not only remove the heavy marks, but also reduce a larger area; then, when the bearing is tested again, the marks will generally be distributed somewhat. If the heavy marks which usually appear at first are simply removed by light scraping, these “point bearings” are gradually enlarged, but a much longer time will be required to distribute them.
The number of times the bearing must be applied to the journal for testing is important, especially when the box or bearing is large and not easily handled. The time required to distribute the bearing marks evenly depends largely upon one’s judgment in “reading” these marks. In the early stages of the scraping operation, the marks should be used partly as a guide for showing the high areas, and instead of merely scraping the marked spot the surface surrounding it should also be reduced, unless it is evident that the unevenness is local. The idea should be to obtain first a few large but generally distributed marks; then an evenly and finely spotted surface can be produced quite easily.
In fitting brasses when these are of the removable type, two methods may be used. The upper half of the engine base may be inverted on a suitable bench or stand and the boxes fitted by placing the crank-shaft in position, clamping down one bearing cap at a time and fitting each bearing in succession until they bed equally. From that time on the bearings should be fitted at the same time so the shaft will be parallel with the bottom of the cylinders. Considerable time and handling of the heavy crank-shaft may be saved if a preliminary fitting of the bearing brasses is made by clamping them together with a carpenter’s wood clamp as shown at Fig. 187, J, and leaving the crank-shaft attached to the bench as shown at C. The brasses are revolved around the crank-shaft journal and are scraped to fit wherever high spots are indicated until they begin to seat fairly. When the brasses assume a finished appearance the final scraping should be carried on with all bearings in place and revolving the crank-shaft to determine the area of the seating. When the brasses are properly fitted they will not only show a full bearing surface, but the shaft will not turn unduly hard if revolved with a moderate amount of leverage.
Bearings of white metal or babbitt can be fitted tighter than those of bronze, and care must be observed in supplying lubricant as considerably more than the usual amount is needed until the bearings are run in by several hours of test block work. Before the scraping process is started it is well to chisel an oil groove in the bearing as shown at Fig. 187, L. Grooves are very helpful in insuring uniform distribution of oil over the entire width of bearing and at the same time act as reservoirs to retain a supply of oil. The tool used is a round-nosed chisel, the effort being made to cut the grooves of uniform depth and having smooth sides. Care should be taken not to cut the grooves too deeply, as this will seriously reduce the strength of the bearing bushing. The shape of the groove ordinarily provided is clearly shown at Fig. 187, G, and it will be observed that the grooves do not extend clear to the edge of the bearing, but stop about a quarter of an inch from that point. The hole through which the oil is supplied to the bearing is usually drilled in such a way that it will communicate with the groove.
The tool shown at Fig. 187, K, is of recent development, and is known as a “crank-shaft equalizer.” This is a hand-operated turning tool, carrying cutters which are intended to smooth down scored crank-pins without using a lathe. The feed may be adjusted by suitable screws and the device may be fitted to crank-pins and shaft-journals of different diameters by other adjusting screws. This device is not hard to operate, being merely clamped around the crank-shaft in the same manner as the lapping tool previously described, and after it has been properly adjusted it is turned around by the levers provided for the purpose, the continuous rotary motion removing the metal just as a lathe tool would.
FITTING CONNECTING RODS
In the marine type rod, which is the form generally used in airplane engines, one or two bolts are employed at each side and the cap must be removed entirely before the bearing can be taken off of the crank-pin. The tightness of the brasses around the crank-pin can never be determined solely by the adjustment of the bolts, as while it is important that these should be drawn up as tightly as possible, the bearing should fit the shaft without undue binding, even if the brasses must be scraped to insure a proper fit. As is true of the main bearings, the marine form of connecting rod in some engines has a number of liners or shims interposed between the top and lower portions of the rod end, and these may be reduced in number when necessary to bring the brasses closer together. The general tendency in airplane engines is to eliminate shims in either the main or connecting rod bearings, and when wear is noticed the boxes or liners are removed and new ones supplied. The brasses are held in the connecting rod and cap by brass rivets and are generally attached in the main bearing by small brass machine screws. The form of box generally favored is a brass sand casting rich in copper to secure good heat conductivity which forms a backing for a thin layer of white brass, babbitt or similar anti-friction metal.
In fitting new brasses there are two conditions to be avoided, these being outlined at Fig. 188, B and C. In the case shown at C the light edges of the bushings are in contact, but the connecting rod and its cap do not meet. When the retaining nuts are tightened the entire strain is taken on the comparatively small area of the edges of the bushings which are not strong enough to withstand the strains existing and which flatten out quickly, permitting the bearing to run loose. In the example outlined at B the edges of the brasses do not touch when the connecting rod cap is drawn in place. This is not good practice, because the brasses soon become loose in their retaining member. In the case outlined it is necessary to file off the faces of the rod and cap until these meet, and to insure contact of the edges of the brasses as well. In event of the brasses coming together before the cap and rod make contact, as shown at C, the bearing halves should be reduced at the edges until both the caps and brasses meet against each other or the surfaces of the liners as shown at A.
SPRUNG CAM-SHAFT
If the cam-shaft is sprung or twisted it will alter the valve timing to such an extent that the smoothness of operation of the engine will be materially affected. If this condition is suspected the cam-shaft may be swung on lathe centers and turned to see if it runs out and can be straightened in any of the usual form of shaft-straightening machines. The shaft may be twisted without being sprung. This can only be determined by supporting one end of the shaft in an index head and the other end on a milling machine center. The cams are then checked to see that they are separated by the proper degree of angularity. This process is one that requires a thorough knowledge of the valve timing of the engine in question, and is best done at the factory where the engine was made. The timing gears should also be examined to see if the teeth are worn enough so that considerable back lash or lost motion exists between them. This is especially important where worm or spiral gears are used. A worn timing gear not only produces noise, but it will cause the time of opening and closing of the engine valves to vary materially.
PRECAUTIONS IN REASSEMBLING PARTS
When all of the essential components of a power plant have been carefully looked over and cleaned and all defects eliminated, either by adjustment or replacement of worn portions, the motor should be reassembled, taking care to have the parts occupy just the same relative positions they did before the motor was dismantled. As each part is added to the assemblage care should be taken to insure adequate lubrication of all new points of bearing by squirting liberal quantities of cylinder oil upon them with a hand oil can or syringe provided for the purpose. In adjusting the crank-shaft bearings, tighten them one at a time and revolve the shafts each time one of the bearing caps is set up to insure that the newly adjusted bearing does not have undue friction. All retaining keys and pins must be positively placed and it is good practice to cover such a part with lubricant before replacing it because it will not only drive in easier, but the part may be removed more easily if necessary at some future time. If not oiled, rust collects around it.
When a piece is held by more than one bolt or screw, especially if it is a casting of brittle material such as cast iron or aluminum, the fastening bolts should be tightened uniformly. If one bolt is tightened more than the rest it is liable to spring the casting enough to break it. Spring washers, check nuts, split pins or other locking means should always be provided, especially on parts which are in motion or subjected to heavy loads.
Before placing the cylinder over the piston it is imperative that the slots in the piston rings are spaced equidistant and that the piston is copiously oiled before the cylinder is slipped over it. When reassembling the inlet and exhaust manifolds it is well to use only perfect packings or gaskets and to avoid the use of those that seem to have hardened up or flattened out too much in service. If it is necessary to use new gaskets it is imperative to employ these at all joints on a manifold, because if old and new gaskets are used together the new ones are apt to keep the manifold from bedding properly upon the used ones. It is well to coat the threads of all bolts and screws subjected to heat, such as cylinder head and exhaust manifold retaining bolts, with a mixture of graphite and oil. Those that enter the water jacket should be covered with white or red lead or pipe thread compound. Gaskets will hold better if coated with shellac before the manifold or other parts are placed over them. The shellac fills any irregularities in the joint and assists materially in preventing leakage after the joint is made up and the coating has a chance to set.
Before assembling on the shaft, it is necessary to fit the bearings by scraping, the same instructions given for restoring the contour of the main bearings applying just as well in this case. It is apparent that if the crank-pins are not round no amount of scraping will insure a true bearing. A point to observe is to make sure that the heads of the bolts are imbedded solidly in their proper position, and that they are not raised by any burrs or particles of dirt under the head which will flatten out after the engine has been run for a time and allow the bolts to slack off. Similarly, care should be taken that there is no foreign matter under the brasses and the box in which they seat. To guard against this the bolts should be struck with a hammer several times after they are tightened up, and the connecting rod can be hit sharply several times under the cap with a wooden mallet or lead hammer. It is important to pin the brasses in place to prevent movement, as lubrication may be interfered with if the bushing turns round and breaks the correct register between the oil hole in the cap and brasses.
Care should be taken in screwing on the retaining nuts to insure that they will remain in place and not slack off. Spring washers should not be used on either connecting rod ends or main bearing nuts, because these sometimes snap in two pieces and leave the nut slack. The best method of locking is to use well-fitting split pins and castellated nuts.
TESTING BEARING PARALLELISM
It is not possible to give other than general directions regarding the proper degree of tightening for a connecting rod bearing, but as a guide to correct adjustment it may be said that if the connecting rod cap is tightened sufficiently so the connecting rod will just about fall over from a vertical position due to the piston weight when the bolts are fully tightened up, the adjustment will be nearly correct. As previously stated, babbitt or white metal bearings can be set up more tightly than bronze, as the metal is softer and any high spots will soon be leveled down with the running of the engine. It is important that care be taken to preserve parallelism of the wrist-pins and crank-shafts while scraping in bearings. This can be determined in two ways. That shown at Fig. 189, A, is used when the parts are not in the engine assembly and when the connecting rod bearing is being fitted to a mandrel or arbor the same size as the crank-pin. The arbor, which is finished very smooth and of uniform diameter, is placed in two V blocks, which in turn are supported by a level surface plate. An adjustable height gauge may be tried, first at one side of the wrist-pin which is placed at the upper end of the connecting rod, then at the other, and any variation will be easily determined by the degree of tilting of the rod. This test may be made with the wrist-pin alone, or if the piston is in place, a straight edge or spirit level may be employed. The spirit level will readily show any inclination while the straight edge is used in connection with the height gauge as indicated. Of course, the surface plate must be absolutely level when tests are made.