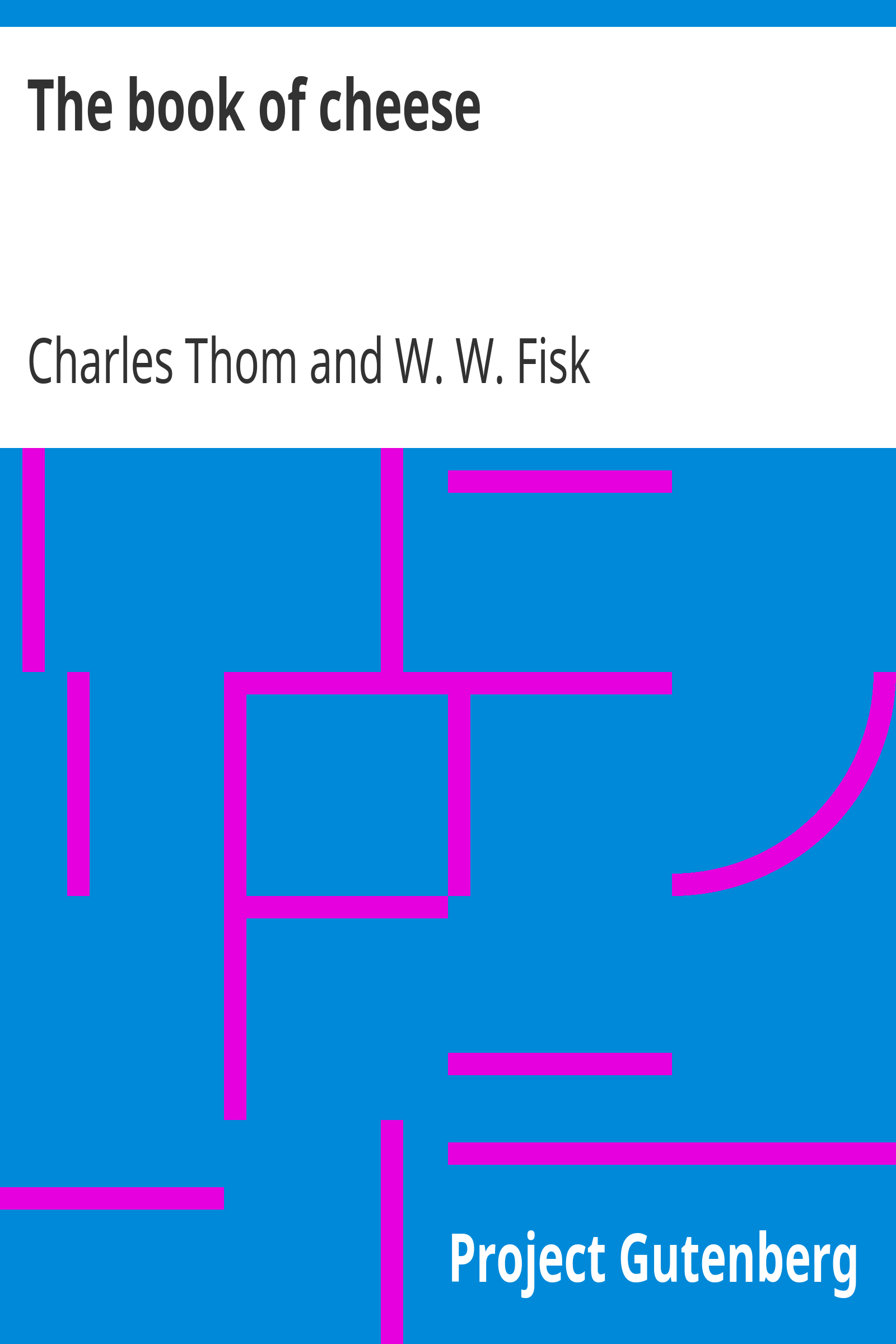
Fig. 61.—Plan of Cheddar cheese factory without whey butter equipment. 1, Boiler; 2, sink; 3, hot water barrel for scalding utensils; 4, cheese vats; 5, 6, cheese presses; 7, weigh-can; 8, desk; 9, Babcock tester; 10, shelf; 11, paraffine tank; 12, cheese shelves.
In a Cheddar cheese factory, the curing-room may be over the manufacturing room. This makes considerable work in carrying the cheese up and down. A small elevator may be used for this purpose. The same principle holds in cheese factories in which other varieties of cheese are made; the floors should be on one level so far as possible. There is danger of the overhead curing-room becoming too hot and causing the cheese to leak fat. Shelves or tables should be provided on which to put and keep the utensils. The utensils should never be placed on the floor.
Fig. 62.—1, Boiler; 2, engine; 3, water pump; 4, work bench; 5, wash sink; 6, press; 7, elevator; 8, cheese vats; 9, separator; 10, milk heater; 11, milk receiving vat; 12, press; 13, shelf; 14, Babcock tester; 15, weigh-can; 16, churn; 17, starter; 18, cream ripener and pasteurizer; 19, refrigerator; 20, milk sheet and sample jar; 21, milk pump.
294. Arrangements for cleanliness.—A sink for washing the utensils should be provided and boiling water to scald them after washing. After being scalded, tin utensils dry quickly without rusting. The boiling water may be obtained by placing a steam pipe in a barrel of water and turning on the steam. The utensils can then be washed clean, dipped in this barrel of boiling water and put in their place. Too much emphasis cannot be laid on keeping the factory itself, the utensils and the surroundings clean. This will prevent the development of mold. Cases are known in which the cheese factory was allowed to become very dirty, so that a red mold developed. This eventually got into the cheese and caused red spots.131 They are called rust spots. All doors and windows should be screened to keep out flies.
295. Equipment and supplies list.—The following utensils will be needed in a Cheddar cheese factory to handle 10,000 pounds of milk daily: 1 5-H. P. boiler; 1 60-gallon weigh-can; 1 conductor head and trough; 1 platform scale; 1 Babcock tester, glassware and sample bottles; 2 700-gallon cheese vats; 2 gang cheese presses; 1 curd-mill; 2 curd-knives; 30 cheese hoops; 1 whey strainer; 1 curd scoop; 1 long-handled dipper; 1 strainer dipper; 1 siphon; 1 cheese knife; 1 glass graduate; 1 cheese-trier; 1 speed knife; 1 paraffine tank; 1 Marschall rennet test; 1 lactometer; 1 milk can hoist; 1 acid test; 1 sink; 1 40-quart milk can; 3 pails; 3 shot-gun cans for starter; 3 thermometers; brushes and brooms; 1 Wisconsin curd test or fruit jars for same; 1 set counter scales; 2 curd rakes.
If whey butter is made, the equipment should include: Tanks to hold the whey; separator; cream ripening vat; churn; butter-worker; butter refrigerator; large boiler and steam engine or gasolene engine.
The following supplies will be needed for the making of the cheese: Bandages; boxes; scale boards; starched circles; rennet extract or pepsin; cheese color; press cloths; Fig. 64.—A sanitary dipper with a solid handle. paraffine; formaldehyde; alkali; indicator; sulfuric acid.
When choosing the utensils, the ease of cleaning and sanitary construction should not be overlooked. One of the most unsanitary utensils in a factory is a dipper with a hollow handle. Fig 64 shows a dipper with a solid handle which any tinsmith can make. The seams of all utensils should be flushed full of solder, to make cleaning easy. When ready to clean or wash any utensils which have come in contact with milk or its products, the steps are as follows: rinse in cold water, wash in warm water in which some washing-soda has been dissolved, rinse clean, scald in boiling water. Never use a cloth to wash utensils; a brush is more sanitary.
296. Factory organization.—There are two general classes of organizations132 to operate cheese factories, one the proprietary and the other the coöperative. Unless the kind of organization is what the dairy-men desire, dissatisfaction is sure to result.
(1) Proprietary organization.—Under this form of organization, one person owns and operates the factory. The dairy-men are paid a stated price for milk, or the milk is made into cheese for a stated price a pound. The proprietor receives all profits and assumes all losses.
So far as the dairy-man is concerned, the stock company is a proprietary organization. The gains and losses are shared by each member according to the amount of money invested.
(2) Coöperative organization.—In a true coöperative cheese factory each patron is an owner, as the name indicates. The object of this organization is to reduce the cost of manufacture rather than pay large dividends, so that the dairy-man with a large herd and small capital invested in the factory obtains more returns than the one who owns considerable capital and has a small herd. Many cheese factories are coöperative in name only and proprietary in operation. The state of Wisconsin has a law which tends to stop this defect and defines what organizations may use the term or name, coöperative.
The constitution of a coöperative organization should state: 1, Name; 2, object; 3, officers and duties of officers; 4, manager or other person to run business; 5, capital stock; 6, meetings; 7, voting power; 8, amendments.
Some of the most important statements which should appear in the constitution are mentioned in the following sentences. A statement should show what persons are eligible to membership in the organization. It is a careless plan simply to say that the duties of the officers are those usually defined in such an organization. This may lead to confusion and neglect, or both. Direct statements should be made explaining the exact duties of each officer. The limits of the authority of the manager or person who runs the business should be explicitly stated. The manager then knows just what his duties are and what matters or parts of the business must be considered by other officers or committees. The amount of capital stock and the number and value of each share should be exactly stated. The constitution should state when and where the regular meetings must be held and by whom and when special meetings may be called. This gives every member ample notice of the regular meetings. Some method or means should be provided to notify each member of the special meetings.
The voting power should be definitely stated, whether it is limited to shares of capital stock or by members or by number of cows owned by each member. It is necessary to indicate just how amendments to the constitution may be made. Each member should know before the final vote just what changes are being proposed. Types of constitutions may be found in the following references:
Elliott, W. J., Creameries and cheese factories; organization, building and equipment, Mont. Exp. Sta. Bul. 53, 1904.
Farrington, E. H., and G. H. Benkendorf, Organization and construction of creameries and cheese factories, Wis. Exp. Sta. Bul. 244, 1915.
Van Slyke, L. L., and C. A. Publow, The science and practice of cheese making, pages 447-453, 1909.
Iowa Exp. Sta. Bul. 139, 1913. Creamery organization and construction.
CHAPTER XVIII
HISTORY AND DEVELOPMENT OF THE CHEESE INDUSTRY IN AMERICA
Just when the first cheese was made is not known. By the time the first immigrants came to America, cheese-making was rather generally known in Europe, so that the early settlers brought with them and practiced established methods. The countries of Europe developed different kinds of cheese and have since become noted for such particular varieties, for example: France, Camembert and Roquefort; Switzerland, Swiss cheese; England, Stilton and Cheddar; Germany, Limburger; Holland, Edam and Gouda; Italy, Parmesan and its allies, also Gorgonzola cheese. The manufacture of these various cheeses has been attempted in this country. Because of the difference in climatic conditions and in some cases the use of milk of sheep or goats, it was and still is difficult to manufacture some of the European cheeses in America. Since the climatic conditions of this country and certain parts of England are somewhat similar, the manufacture of the cheeses of England predominated, and there was also more information on their manufacture. These are probably the reasons why the United States and Canada have become famous for Cheddar cheese.
The first cheeses of the Cheddar group were made on the farms. The work was usually performed by women, and the process was very simple. The methods were crude, and the cheeses were made in a more or less haphazard way. The milk of the evening was placed in a cheese tub in the dairy room and cooled to a temperature that would prevent souring. In most cases the cream that had raised to the surface of the night's milk was removed in the morning. This was considered an act of economy, for it was thought that in the process of manufacture it would all pass off in the whey and be lost. The morning's milk was then mixed with that of the evening and warmed to the setting temperature by placing a portion in a tin pail and suspending it in a kettle of hot water. When hot, it was emptied into the tub of cold milk. By transferring back and forth, the setting temperature was finally reached. Few of these settlers owned thermometers. Consequently, cheese-makers were obliged to depend on the sense of feeling to determine temperature.
One of the serious difficulties of the early manufacture was the production of rennet of a uniform strength. After the addition of the rennet and as soon as the coagulated milk became firm enough, it was broken into as small pieces as could be conveniently made, a wooden knife being used for the purpose. After standing ten minutes it was stirred by hand, breaking the pieces finer, and the temperature was gradually brought to 98° F., aiming as near blood heat as could be judged by the sense of feeling. It was kept at this temperature until the moisture was out of the curd and it would squeak between the teeth. The whey was drawn off and the curd stirred until dry, salted and put to press. All the curd of one day was made into a cheese. This resulted in small uneven-sized cheese. Since such cheeses were made from the milk of single dairies with all the surroundings clean, the flavor was usually good but the texture was open and soft. The method of caring for the cheese and marketing was entirely different from that practiced at the present time. All the cheeses made during the entire season were held until fall and marketed at one time. They were packed in casks four to six in a package, one on top of the other. The earliest date when single boxed cheeses were on the market was 1841.
Between 1820 and 1840, a small export trade in cheese was started. As this demand for cheese increased, particularly in England, it became necessary to change the methods employed in manufacture. The farm dairy cheese was rather an open-textured sweet curd product. If not, it was due more to accident than to any intention of the cheese-maker to improve the quality. One of the early complaints from England was that the cheeses were too small and uneven in size. The practice of making on the farm continued until about 1851, when the factory system was started, although home manufactures continued after that time. Following are the reasons for the change from the farm to factory system: (1) England demanded larger cheese; (2) the farm product was not uniform; (3) the quality of the farm cheese did not suit the English trade; (4) factories saved much labor on the farms; and (5) could secure higher prices.
297. The factory system.—Where and by whom the first Cheddar cheese factory in America was started is not definitely known. Jesse Williams of Oneida County, New York, is supposed by many to have been the first to build and operate under the factory system, in 1851. Cheese factories were opened in Ohio and Wisconsin about 1860. In the period 1860 to 1870, a large number of cheese factories were built in the various states, especially New York, Ohio and Wisconsin.
298. Introduction of factory system in Canada.—In 1863, Harvey Farrington of Herkimer, New York, was so impressed with the opportunity of developing the cheese factory system in Canada that he sold out his business in New York and established the first Canadian cheese factory in the town of Norwich, Ontario. It was accepted at once by Canadian farmers, and factory cheese-making increased rapidly. In 1866, a small quantity of cheese was exported and from that time the export trade of Canada has been large and growing. Ontario and Quebec are now the leading provinces in the production of cheese.
299. Introduction of cheddaring.—The factories at first used the same process as the farms, namely the stirred-curd process. In 1867, Robert McAdam introduced the English Cheddar system in a factory near Herkimer, New York. This is the Cheddar system as known to-day. It produces the closer bodied cheese demanded by the export trade. This introduction made Herkimer County famous for its cheese.
300. Introduction of Swiss and Limburger.—In 1870, factories for Limburger, Swiss and Brick cheese were started and have gradually increased. In New York such plants are located around Boonville in Oneida County, and Theresa, in Jefferson County. In Wisconsin, Swiss cheese-making was begun by a colony of Swiss who came to New Glarus, Green County. It is now made in Green, Lafayette, Iowa, Grant, Dane and Rock counties. Limburger and Brick are manufactured in Dodge, Fond du Lac, Winnebago, Marathon, La Crosse, Buffalo, Trempealeau, Clark, Washington, Dunn, Barron and Lincoln counties. In the southeastern part of Ohio Swiss cheese is produced. Ohio and Wisconsin have manufactured more of these cheeses, especially Swiss, than any other states. This is probably due to the fact that the conditions are more nearly like those of Switzerland.
When the cities in New York began to grow, an increased demand for market milk was felt. The result was that the dairy-men could not supply both the cities and the cheese factories with milk. A large part of the cheese was being exported and most of it had always been partly skimmed. The amount of skimming, therefore, was largely increased. Then other animal fats were substituted for the milk-fat. This product was known as "filled" cheese. The delay in controlling the practice of making skimmed-milk and filled cheese ruined the export trade. In Canada laws prohibited the making of filled cheese and as a consequence Canadian Cheddar cheese is still very popular in England. However, with the control of skimmed-milk cheese-making and the elimination of filled cheese, the volume continued to grow and to find outlet in local consumption. New York probably exported more cheese than any other state. Wisconsin shipped cheese into other regions, especially the southern states in which no cheeses were made. Some Wisconsin cheeses were shipped to the New York market from time to time, but in October, 1913, the first quotations133 were made in New York City for Wisconsin products.
301. Number and distribution of cheese factories.—The following list and maps (Figs. 65, 66) compiled in 1914 by the United States Department of Agriculture Dairy Division, show the number of cheese factories in the different states and their location:
| Arizona | 3 | New Hampshire | 2 |
| California | 93 | New York | 995 |
| Colorado | 8 | North Dakota | 3 |
| Connecticut | 2 | Ohio | 111 |
| Delaware | 1 | Oklahoma | 1 |
| Illinois | 50 | Oregon | 42 |
| Indiana | 13 | Pennsylvania | 106 |
| Iowa | 25 | South Dakota | 1 |
| Kansas | 1 | Utah | 8 |
| Maine | 5 | Vermont | 35 |
| Michigan | 196 | Virginia | 3 |
| Minnesota | 74 | Washington | 15 |
| Missouri | 4 | West Virginia | 1 |
| Montana | 1 | Wisconsin | 1720 |
| Nebraska | 1 | —— | |
| 3520 |
302. Total production of cheese in the United States.—The following figures (Table XX) compiled by the United States Census show the total production of cheese and the amount made on farms and in factories in the United States by ten-year periods:
TABLE XX
Showing the Total Production of Cheese and Part Made on Farms and in Factories in the United States by Ten-year Periods |
||
| 1849 | Total | 103,663,927 pounds |
| 1859 | Total | 105,535,893 pounds |
| 1869 | Total | 162,927,382 pounds |
| 1879 | Total | 243,157,850 pounds |
| 1889 | On farms | 18,726,818 pounds |
| In factories | 238,035,065 pounds | |
| Total | 256,761,883 pounds | |
| 1899 | On farm | 16,372,330 pounds |
| In factories | 281,972,324 pounds | |
| Total | 298,344,654 pounds | |
| 1909 | On farms | 9,405,864 pounds |
| In factories | 311,126,317 pounds | |
| Total | 320,532,181 pounds | |
Fig. 66.—Showing the cheese factories
in the Pacific coast states.
Comparing the figures of 1899 with those of 1909, it is seen that the total production of cheese in the United States increased 22,187,539 pounds, or an increase of 7.4 per cent in 1909 over 1899. During the same years the amount made on the farms decreased 6,966,454 pounds, or a decrease of 42.6 per cent, while the amount made in factories increased 29,153,933 pounds or 10.3 per cent.
303. Rank of the leading cheese-producing states.—The rank of the leading cheese states according to the number of factories in 1914 was: Wisconsin 1720, New York 995, Michigan 196, Ohio 111, Pennsylvania 106.
The table on the opposite page (Table XXI) shows the amount of cheese produced by the five states with the largest number of factories. This table indicates that New York led in the production of cheese until some time between 1899 and 1909. This is probably because, New York having so many cities, the demand for market milk is so large that it is sold as such instead of being manufactured into cheese. There is about the same number of milch cows in New York and Wisconsin. However, Wisconsin is credited with more cheese in 1909 than New York ever produced and this output probably will increase, as there are considerable areas of undeveloped agricultural land in Wisconsin. It is also interesting to note that Ohio is falling off in cheese production. This may be due to the increased demand for market milk. On the other hand, production has increased in Pennsylvania.
TABLE XXI
Showing the Amount of Cheese Made in five Leading States by Ten-year Periods |
|||||||
| State | Year 1859 | Year 1869 | Year 1879 | Year 1889 | Year 1899 | Year 1909 | Year 1914 |
| Amount in pounds |
Amount in pounds |
Amount in pounds |
Amount in pounds |
Amount in pounds |
Amount in pounds |
Amount in pounds from factories only |
|
| Wisconsin | 1,104,300 | 3,288,581 | 19,535,324 | 54,614,861 | 79,384,298 | 148,906,910 | 205,920,915 |
| New York | 48,548,289 | 100,776,012 | 129,163,714 | 124,086,524 | 130,010,584 | 105,584,947 | 97,614,024 |
| Michigan | 1,641,897 | 2,321,801 | 3,953,585 | 5,370,460 | 10,753,758 | 13,673,336 | 13,267,145 |
| Ohio | 21,618,893 | 24,153,876 | 32,531,683 | 22,254,054 | 19,363,528 | 12,473,834 | 8,717,996 |
| Penn. | 2,508,556 | 2,792,676 | 8,966,737 | 5,457,897 | 11,124,610 | 12,676,713 | 14,808,573 |
304. Exportation and importation of cheese by the
United States.—The accompanying table shows the exports
and imports of cheese from 1851 to 1916 and their
values, in so far as the figures are available.
One noteworthy item in Table XXII is that the exports have gradually decreased and imports increased. This is probably because immigrants have demanded the cheeses of their native country which were not made in America. The exports for the years 1915 and 1916 are interesting as they show the effect of the war on the cheese industry, the imports being gradually decreased and the exports greatly increased.
TABLE XXII
The graph (Fig. 67) represents the total production
and the exports and imports of cheese into the United
States.
305. Average yearly price of cheese.—The following table shows the average yearly price of Cheddar cheese in the United States:
TABLE XXIII
| Showing the Average Yearly Price of Cheese, 1892-1916 | |
| Year | Cents |
| 1892 | 9.4 |
| 1893 | 9.4 |
| 1894 | 9.7 |
| 1895 | 9.1 |
| 1896 | 8.4 |
| 1897 | 9.1 |
| 1898 | 8.6 |
| 1899 | 8.6 |
| 1900 | 10.2 |
| 1901 | 9.9 |
| 1902 | 11.9 |
| 1903 | 11.9 |
| 1904 | 10.5 |
| 1905 | 10.7 |
| 1906 | 11.7 |
| 1907 | 11.6 |
| 1908 | 12.9 |
| 1909 | 12.6 |
| 1910 | 15.5 |
| 1911 | 12.4 |
| 1912 | 14.2 |
| 1913 | 17.0 |
| 1914 | 17.1 |
| 1915 | 15.3 |
| 1916 | 16.7 |
The graph (Fig. 68) shows that the average yearly
price has increased from 9.4 cents a pound to 16.7 cents.
306. Canadian cheese statistics.—The following statistics show the development of the industry in Canada. The figures in Table XXIV show the number of cheese factories, the amount of milk received and the total production in Canada.
Table XXIV indicates that the number of cheese factories has decreased but that the production has increased. Because of the scarcity of figures, conclusions would not be accurate.
The figures in Table XXV of the exports and imports show that the exports gradually decreased and the imports increased. If the production has increased, as shown in Table XXIV, more cheese must be consumed by the Canadians. The effect of the war is probably seen in the year 1916, when the imports are decreased and the exports increased.
TABLE XXIV
| Showing the Number of Cheese Factories, Amount of Milk Received and the Factory Production of Cheese | |||
| Year | Number of Cheese Factories | Pounds of Milk Delivered | Factory Production of Cheese |
1900 |
—— |
—— |
220,833,269 |
| 1907 | —— | —— | 204,788,583 |
| 1910 | 2291 | —— | 199,904,205 |
| 1915 | 1871 | 1,501,946,221 | 183,887,837 |
| 1916 |
1813 |
1,503,997,215 |
192,968,597 |
TABLE XXV
Showing the Amount and Value of Canadian Exports and Imports of Cheese |
||||
| Year | Number of Cheese Factories | Pounds of Milk Delivered | ||
| Amount in Pounds | Value in Dollars | Amount in Pounds | Value in Dollars | |
| 1880 | 40,368,000 | $3,893,000 | ||
| 1890 | 94,260,000 | 9,372,212 | ||
| 1900 | 185,984,000 | 19,856,324 | ||
| 1910 | 180,859,000 | 21,607,692 | 683,778 | —— |
| 1911 | 181,895,000 | 20,739,507 | 866,653 | —— |
| 1912 | 163,450,000 | 20,888,818 | 919,189 | —— |
| 1913 | 155,216,000 | 20,697,000 | 1,495,758 | —— |
| 1914 | 144,478,000 | 18,866,000 | 1,512,108 | —— |
| 1915 | 137,601,000 | 19,213,000 | 1,162,456 | —— |
| 1916 |
168,961,000 |
—— |
971,821 |
—— |
If the total population of the United States is figured
at 100 million and the difference between the exports
and imports found and added to the total production, it
shows that the average person must consume about three
and one-half pounds of cheese in a year.
In the past few years there has been considerable demand for more of the foreign cheeses, such as Camembert and Roquefort.
307. Introduction of cheese-making into new regions.—The manufacture of Cheddar cheese is being encouraged in new regions, in the Alleghany Mountains, in Virginia, West Virginia, North Carolina, Tennessee and in the western states. There has also sprung up a considerable demand for the lactic acid group of cheeses, especially Neufchâtel and Cottage, so that while the cheese industry may decline in certain sections, the total production will probably increase. In the proper locations or sections, the cheese industry has a very bright future. The development of the skimmed-milk cheeses will undoubtedly be given considerable attention in the next few years.
References
N. Y. Dept. Agr. Bul. 54, The Dairy Industry in New York State.
N. Y. Produce Rev. and American Creamery.
Vol. 34, No. 3, page 108.
Vol. 37, No. 16, page 684.
Vol. 37, No. 16, page 666.
Vol. 37, No. 9, page 411.
Vol. 33, No. 11, page 482.
Vol. 36, No. 23, page 1078.
Wis. Exp. Sta. Rept. 1897, pages 113-149.
U. S. Census.
U. S. Dept. Agr. Year Books.
Bureau of Foreign and Domestic Commerce.
Statistical abstract of the U. S.
Canadian Dept. Agr. 1915, Report of the dairy and cold storage commissioner.
Dominion of Canada, Census and Statistics office, Rept. 1915.
CHAPTER XIX
TESTING
In connection with marketing, a certain amount of testing of the products should be practiced, to determine exactly the results and grades of products. This includes the testing of the whole milk, whey and cheese for fat, the milk for casein, and the cheese for moisture. In factories in which the milk is bought on the fat basis, it is necessary to test each patron's milk for fat. If there is a cheese-moisture law in the state, it is necessary to test for moisture. The whey should be tested to learn the loss of fat in the manufacturing process and to ascertain whether the losses have been reduced to the minimum.
308. The fat test.—The test commonly used to determine the fat in milk is known as the Babcock. The principle of this test is as follows: Fat exists in the form of very small globules. Because the fat globules are lighter than the other milk constituents, under the influence of the force of gravity most of them rise to the surface. There, mixed with the other milk substances, these globules form a layer of cream. Babcock found that by adding to the milk sulfuric acid of proper strength and temperature, the casein, the milk-sugar and the albumin are decomposed and the sticky quality of the milk is destroyed. The acid does not decompose the fat but leaves it free to come to the surface of the mixture. Under centrifugal force, this fat is quickly brought to the surface. By using a known quantity of milk and having a scale graduated in percentage of the amount of milk, the percentage of fat can be determined. Fig. 69 shows the necessary equipment.