The terms nipple, cone and tube are applied in rather an indiscriminate manner to that portion of a gun breech on which the copper cap containing the fulminate designed for firing the arm is placed. To be good and serviceable, the nipple should be made of steel, and carefully tempered; but many are made of a low grade of steel, of common iron, and even malleable iron has been used, and case-hardened to render them fit for use.
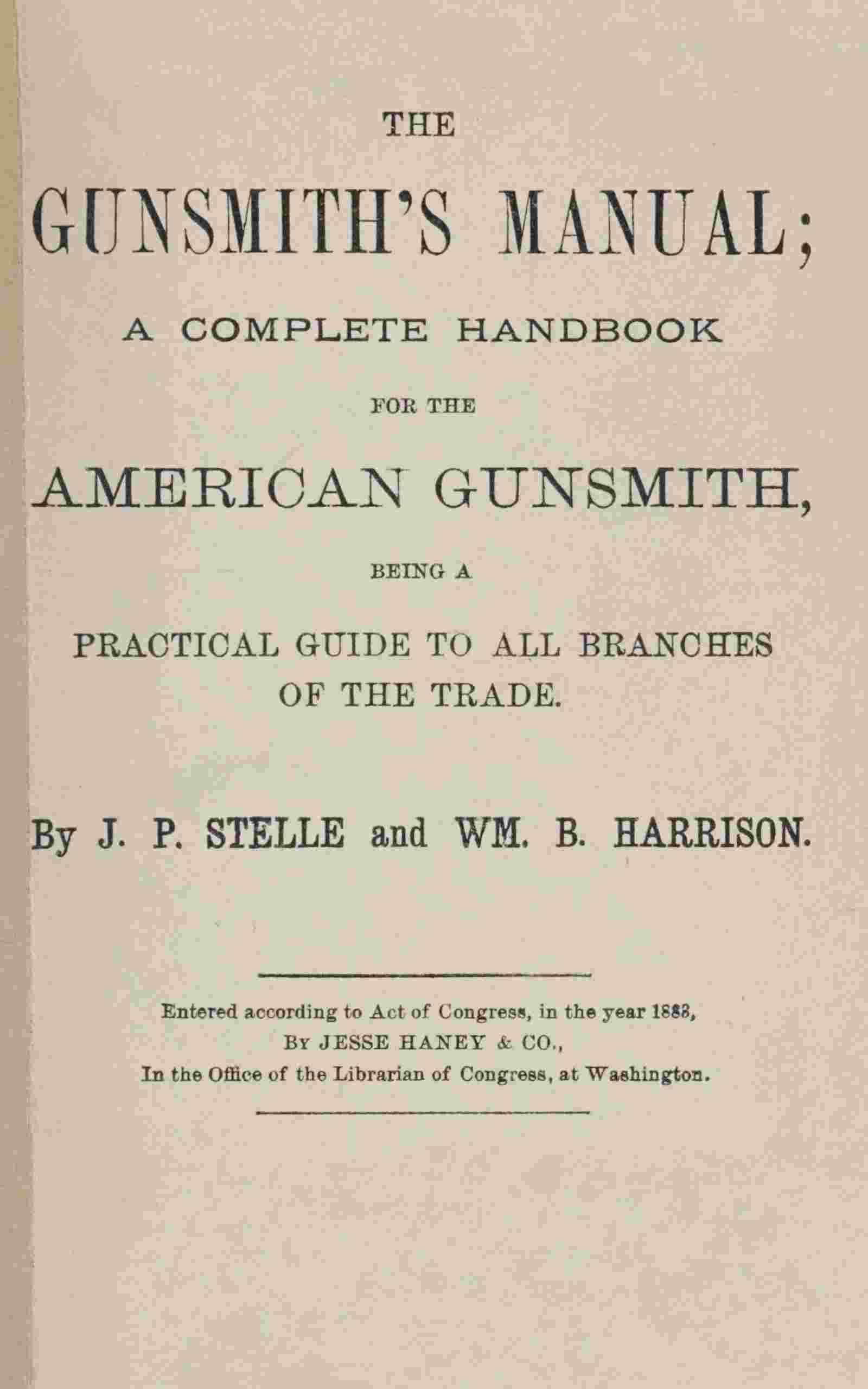
Figure 50.
Figure 51.
Figure 52.
Forms of Nipples.—There are as many forms of nipples as there are qualities, and they may be divided into classes, as the musket nipple (called “cone” by the armory operatives), the American, English, and German. The German have coarser threads than the American. The English musket nipple has a thread or screw of 18 threads per inch; it has a flat top, and has a hole of one taper, being large at the bottom and smaller at the top. The American musket tube has a screw of 24 threads to the inch, has a vent resembling two inverted cones, meeting with a small opening near the centre. The top of the nipple, consequently, resembles a narrow circular ring. Fig. 50 shows the English nipple, and Fig. 51 the American; Fig. 52 the different forms of vents.
Nipples for Breech-loading Arms.—For breech-loading arms, using loose powder and ball, the nipple is made similar to the American, but the vent is made quite large at the top, and decreases like an inverted cone, and terminates in a small opening a little larger than a common pin. In this nipple the fire from the cap is concentrated and caused to rush with some force through the small aperture, the same as heat is concentrated in a single point by using a blow-pipe for that purpose. The object is to burn through the material of which the cartridge is composed.
Nipples with Flat Tops.—The use of a nipple with a broad, flat top requires a vigorous mainspring, and then quite a volume of the detonating flame escapes outside the nipple and between it and the cap. The small portion that passes down the tube may be so impeded, if the nipple be foul or rusty, as to cause the gun to hang fire, and even to miss fire. Should the mainspring be too weak, the cap will come in contact with the broad surface of the nipple, forcing the priming of the cap from its position, and leaving it unexploded. Often the cap is made to bear the blame, when the fault is due entirely to the formation of the top of the nipple.
The American Musket Nipple.—The American musket nipple has a thin edge and a wide opening at the top, so as to allow the flame to readily enter, the thin edge enabling the cap to be very readily exploded, even with the blow from a weak mainspring. In this form of nipple the detonating powder is ignited at the edge, and being forced to enter the wide opening, is compelled to pass down the vent to the powder. If there be any little dirt or obstruction, it is generally forced along with the fire, and the ignition of the powder is certain, and miss-fires are few.
When nipples are made with the small opening of the vent at the bottom, coarse-grain gunpowder can be used, as it is not necessary that the grains need to be admitted to the nipple. This is the case as regards military arms fitted with nipples. The powder is too coarse to be received in the nipple when freed from the cartridge and placed uncovered in the gun breech.
It has been claimed by some that gunpowder can be glazed too smooth to readily take fire, and this is a source of miss-fires. Also that the flame from the detonating powder will form a mass of condensed air around itself, preventing contact with the powder until the heat is expended. This was especially thought to be the fact when there was a volume of air between the powder and the end of the nipple. These two theories are presented for what they may be worth.
Nipples used in Sporting Guns.—Of nipples used in sporting guns there may be found the broad top, the countersunk top, the taper bored, the countersunk taper, the reverse taper, double reversed, etc., etc. They are generally put up with the screw portion made in assorted sizes. The threads also vary, being as coarse as 26 to the inch, and as fine as 32 threads per inch.
Preparing Nipples for Guns.—It is well for the gunsmith to test the nipples with a fine file to ascertain their hardness before inserting them in guns. If too soft, they will be returned on his hands. If there is also a liability of the gun-hammer battering the top where it strikes, which soon is so broad as to cause miss-fires. If too hard, they are liable to break short off at the square, and the screw portion left in the gun is difficult to remove. Sometimes so much so that it is necessary to unbreech the gun, remove the patent breech and heat it to soften the portion of broken nipple so that it can be drilled out. In drilling there is a risk of injury to the thread of the nipple seat. The heating necessitates labor to refinish the part and it is to be again case hardened before screwing into the barrel. If found too hard, nipples can be drawn to a better temper by holding the top portion in a pair of pliers in exposing the bottom part to the flame of an alcohol lamp. If they be too soft, enclose in a short piece of gas pipe, pack them well with bone-dust, stop close the ends of the pipe, and heat to a red, letting them remain so for fifteen or twenty minutes and then open the end of the pipe to let the contents fall into water. They can be drawn to temper to suit. They may also be heated hot, rolled in prussiate of potash or cyanide of potassium, again heated, and thrown into water. As cyanide of potassium is a deadly poison, be very careful how it is used and where it is kept. Do not breathe the flames when put on hot iron, and do not let it come in contact with sores or raw places on the hands.
Remedy for Bad Nipples.—In case guns come in to be repaired because they will “not snap a cap,” see if a weak mainspring be not one cause, and a nipple with broad top, another. For the latter evil, ream or counter sink it so as to have a thin cup like edge. See also if the cup of the hammer strikes properly on the nipple, and that it be not too much cupped by long usage in striking. In this case, the cup may be filled by drilling in and inserting a bit of iron or steel to fill it and then re-harden.
Pistol Nipples.—Pistol nipples, Colt’s for instance, have a different thread from gun nipples. The thread used in Colt’s revolver nipples is 40 to the inch. But one size is employed—nipples are sometimes provided with a thin, round washer of copper, which is put on at the shoulder where the thread terminates. This shields that part of the seat where it is placed from rust, and some claim that it acts as a sort of cushion to deaden the blow of the hammer, thus preserving the nipple from breakage.
Plugs for Nipples.—Plugs can be made from a rod of iron of suitable size that is sound and free from flaws. The size of the part that screws into the barrel is about three-eighths of an inch, and the thread is twenty to the inch. This is the size and thread generally used. There may be exceptions that will require a different size and a different thread, but, if possible, let the sizes given govern the work. The end on which the screw is to be cut can be turned in the lathe, cut down with a hollow mill in the method given for making breech pins, or it can even be filed to shape in absence of any other way to make it. Before cutting the plug to the length where the nipple is to be seated, screw it into the barrel, mark the place for the nipple which can be found by letting down the hammer of the lock, then remove drill and fit the nipple. Cut off all that is not required beyond the nipple and screw into place, the nipple forming a shoulder on which to rest the wrench in screwing it home. The finished plug is shown in Fig. 53.
Figure 53.
It is best to remove the barrel from the stock in screwing in the plug. With an improper wrench, it often happens that a nipple will be broken off at the square if it be very hard, and then it is difficult to remove. To obviate all danger of this, make a wrench with a handle at each end, and in the middle have a hole that will fit the plug, and then file an opening so that it will just fit over the nipple. It should fit close to the nipple at the square, and be free so as not to have a bearing at the end of the nipple where the cap is put on.
Plugs are sometimes left bright, but if blued it improves their appearance and there is less tendency to rust. If desired to be very durable, case-harden them. The better polish that can be made on them will make a better blue or case-hardened surface.
Many of the cheap plugs in market are nothing but cast malleable iron. The best material of which to make them is decarbonized steel, or what is known as “soft steel.” It comes in smooth round rods and is homogeneous and easy to work. Cold-rolled iron rod makes very good plugs. The diameter may be half-inch or nine-sixteenths, the latter size being most preferable. With a three-eighth size screw the half-inch rod gives a one-sixteenth shoulder, which must fit tight to the barrel. If not fitted tight, the gas from the powder when the gun is fired will soon cause a leak which is difficult to remedy. In some localities the name plug is discarded and the term “cylinder” adopted.